Wiederherstellung der Sicherheit der Lüftungsanlagen im Straßentunnel Fellbach


In Fellbach wird zur Entlastung der Innenstadt der Durchgangsverkehr seit 1997 über einen Straßentunnel geführt. Zur Belüftung der Tunnelanlage gibt es über die Länge verteilt drei Reihen von Strahlventilatoren mit je sechs Aggregaten. Diese Ventilatoren werden abhängig von der Windrichtung und der aktuellen CO-Belastung zu- und abgeschaltet, um die Verkehrsabgase über die Tunneleingänge abzuführen.
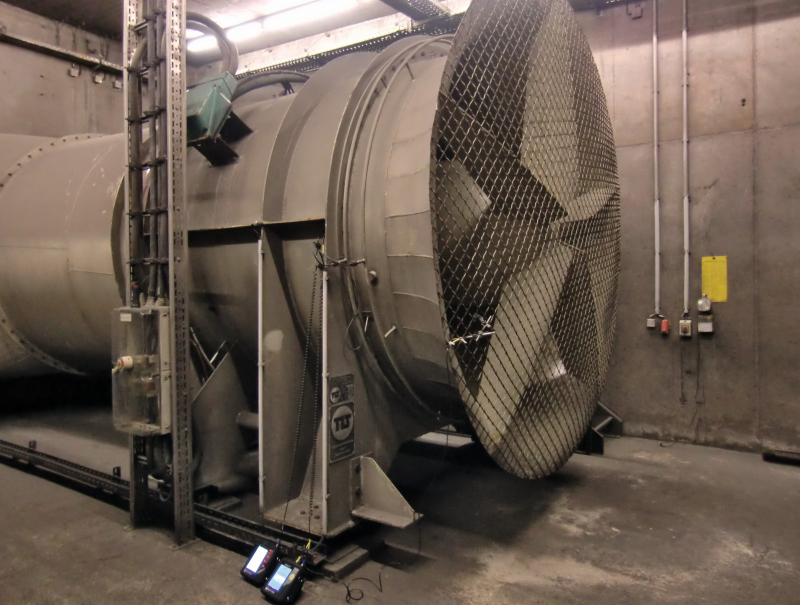
Zusätzlich gibt es im östlichen Teil der Anlage zwei Axialventilatoren, die im Brandfall oder bei erhöhtem CO2-Aufkommen gefährliche Gase über zwei vertikale Kamine aus dem Tunnel abführen können (Bild 1). Damit wird gewährleistet, dass auch im Brandfall eine Evakuierung des Tunnels möglich bleibt.
Im Rahmen der sicherheitstechnischen Prüfung des Gesamtsystems im Sommer 2011 wurde über die fest eingebaute Schwingungsüberwachungsanlage festgestellt, dass einer der beiden Axial-Ventilatoren im oberen Drehzahlbereich erhöhte Schwingungen hat. Die Schwingungen lagen oberhalb der zulässigen Werte nach DIN ISO 10816-3. Die Werner Krauter GmbH wurde daraufhin beauftragt, die Maschinen zu reinigen, um eventuelle Unwuchten durch Verunreinigungen zu beseitigen. Da auch nach der Reinigung der Laufräder die Schwingungen noch unzulässig hoch waren, erhielt das Unternehmen den Auftrag zur Fehlerdiagnose mit anschließender Ursachenbeseitigung.
Als Spezialist für E-Motoren Instandsetzung hat Krauter zu diesem Zweck bereits seit 2009 das Universal Schwingungsanalyse- und Auswuchtgerät Vibxpert der Firma Prüftechnik im Einsatz. Mit diesem Gerät können sowohl normgerechte Abnahmemessungen für die Schwingungen durchgeführt und auch Diagnosen zu den Schwingungsursachen abgeleitet werden. Wenn als Schwing-
ungserreger Unwuchten festgestellt werden, können mit dem Gerät auch die notwendigen Ausgleichsmassen und deren Positionen am Ventilatorlaufrad bestimmt werden.
Abnahmemessungen und Diagnosen
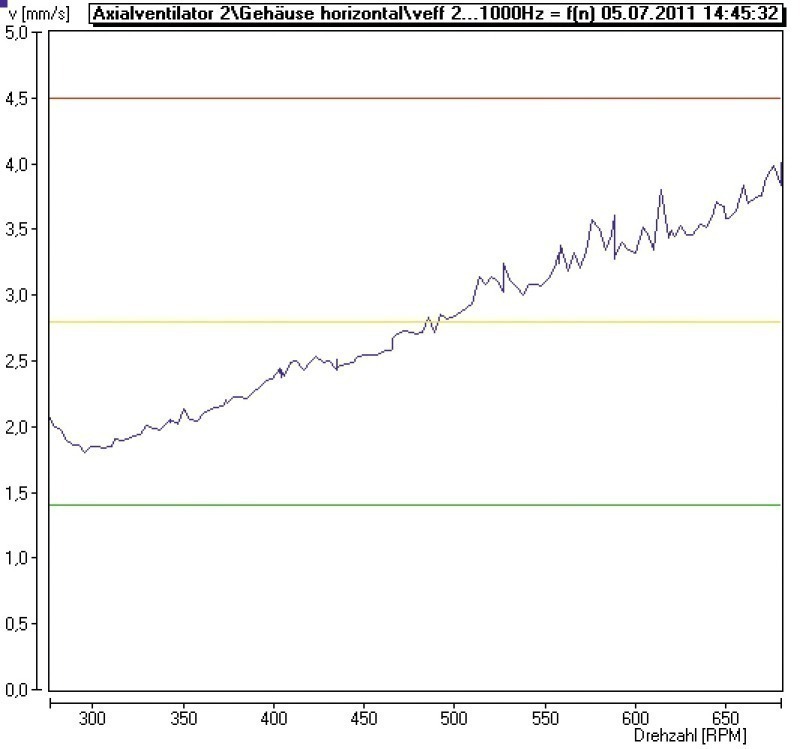
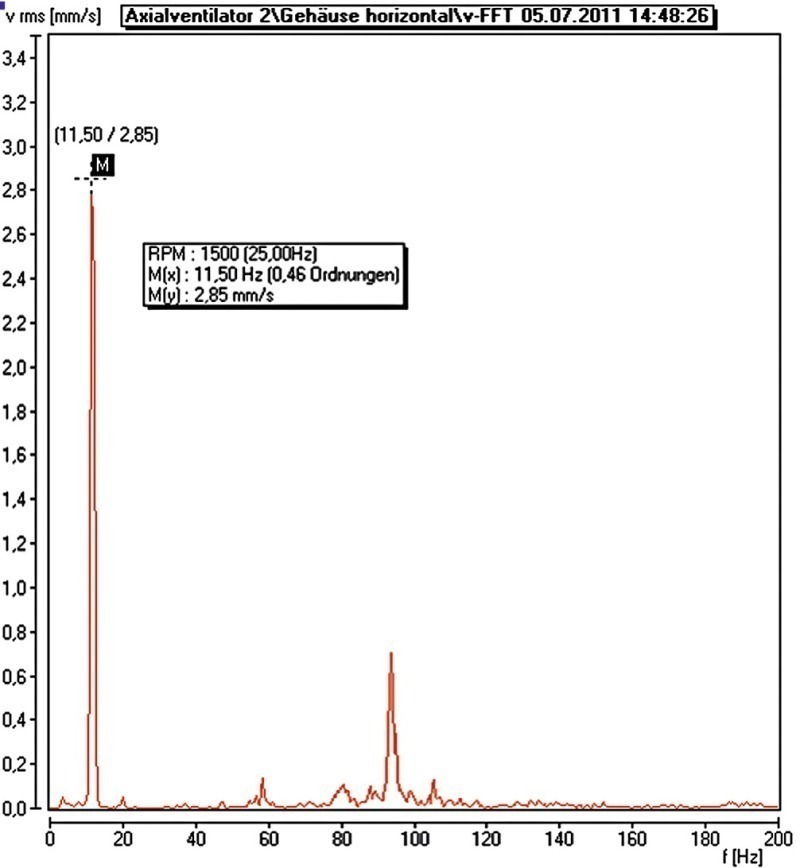
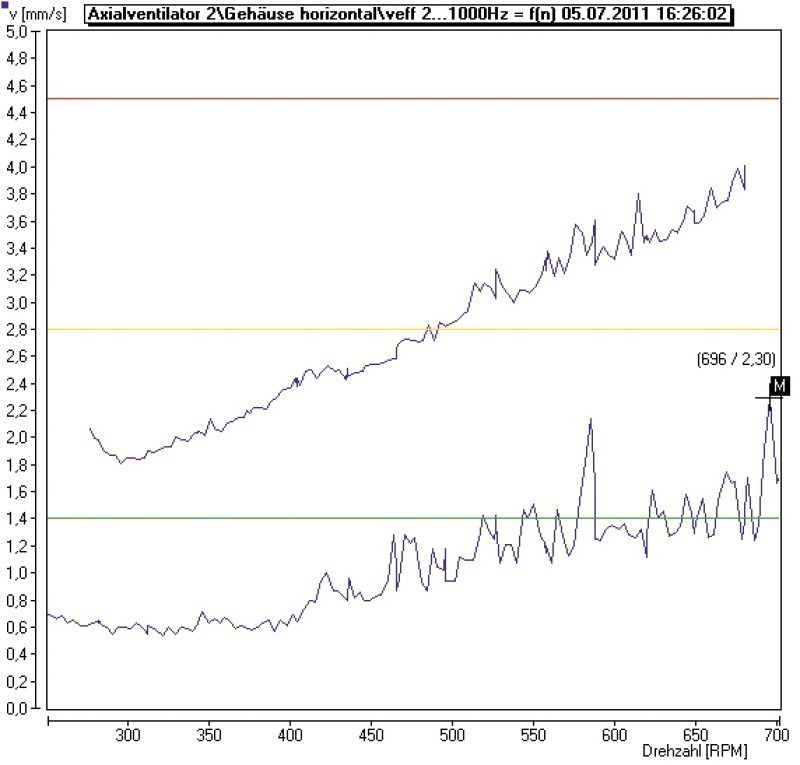
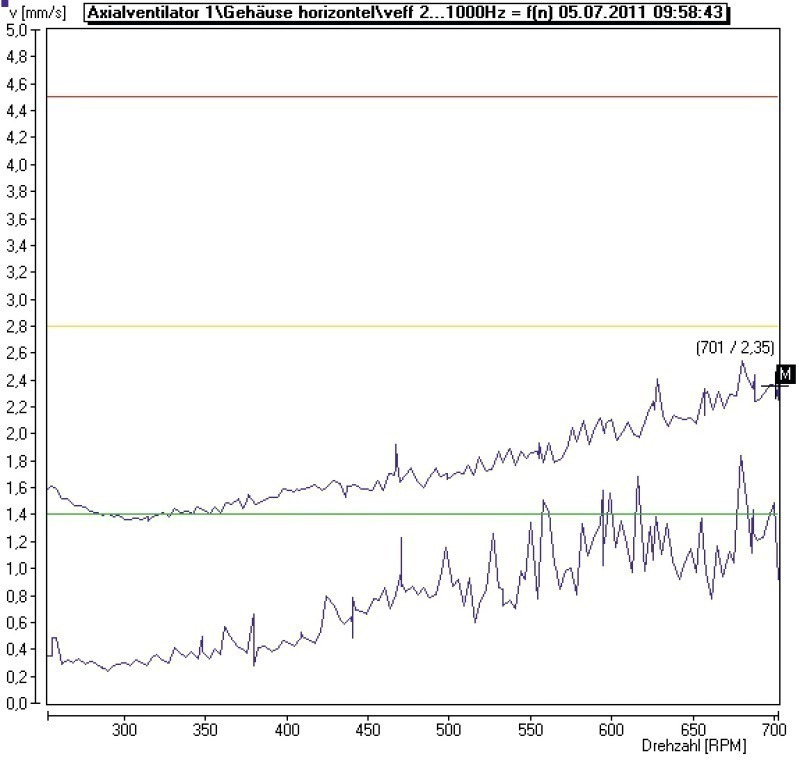
Eingehende Prüfungen der Schwingungen mit Vibxpert vor Ort nach Reinigung der Ventilatoren ergaben, dass am Axialventilator 2 die Werte oberhalb der Warngrenzen lagen und für einen zulässigen Weiterbetrieb unbedingt reduziert werden mussten. In diesem Zustand zeigte das stationäre Überwachungssystem (veff = 10 bis 1.000 Hz) am Ventilator 2 keine Alarmverletzungen an (Bilder 2 und 3). Am Axialventilator 1 lagen die Summenschwingungswerte bei maximaler Drehzahl noch knapp unterhalb der Grenzwerte für „Warnung“. Für diesen Ventilator wurden am stationären System aber bereits die eingangs beschrieben Alarmmeldungen ausgegeben.
Entsprechende Schwing-
ungsanalysen an beiden Ventilatoren zeigten, dass jeweils die drehfrequenten Anteile dominant waren (Bild 4). Damit waren die Voraussetzungen für eine Schwingungsreduzierung durch das Nachwuchten der Laufräder gegeben. Mit diesen Daten konnten auch die Auswuchtgüten der Aggregate im aktuellen und im Endzustand dokumentiert werden.
Restunwuchten
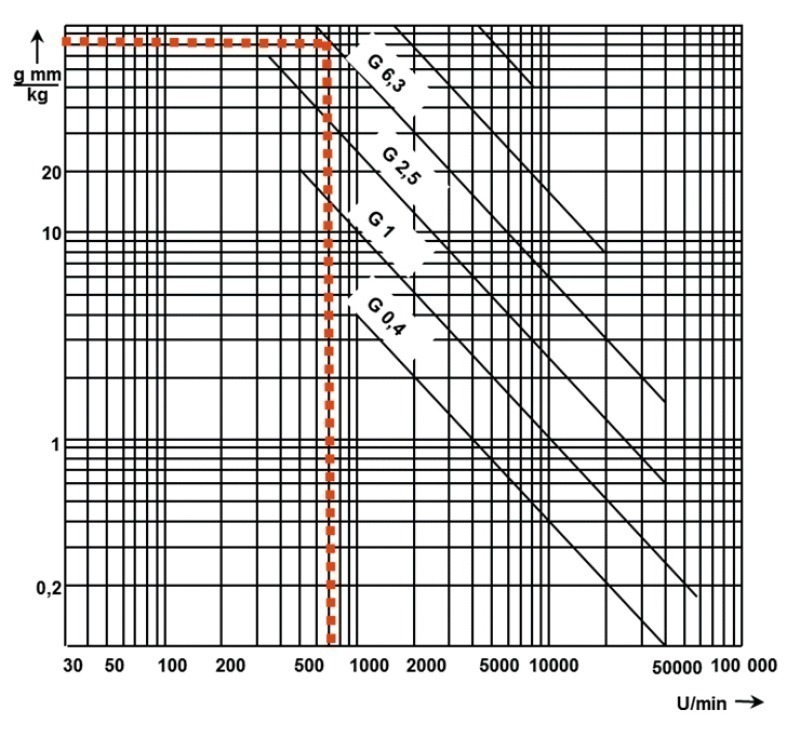
Zulässige Restunwuchten bezogen auf die Rotormasse werden in DIN ISO 1940 abhängig von der maximalen Betriebsdrehzahl angegeben. Die entsprechend anzusetzende Güteklasse ergibt sich aus dem Maschinentyp und dem Einsatzbereich der Maschine. Ventilatoren für Abluftanlagen werden üblicherweise in die Gütestufe G 6,3 eingeordnet. Mit den gewählten Werten ergibt sich eine zulässige Rest-Unwuchtmasse uzul = 80 g x 500 kg / 500 mm = 80 g am Ausgleichsradius von 500 mm (Bild 5).
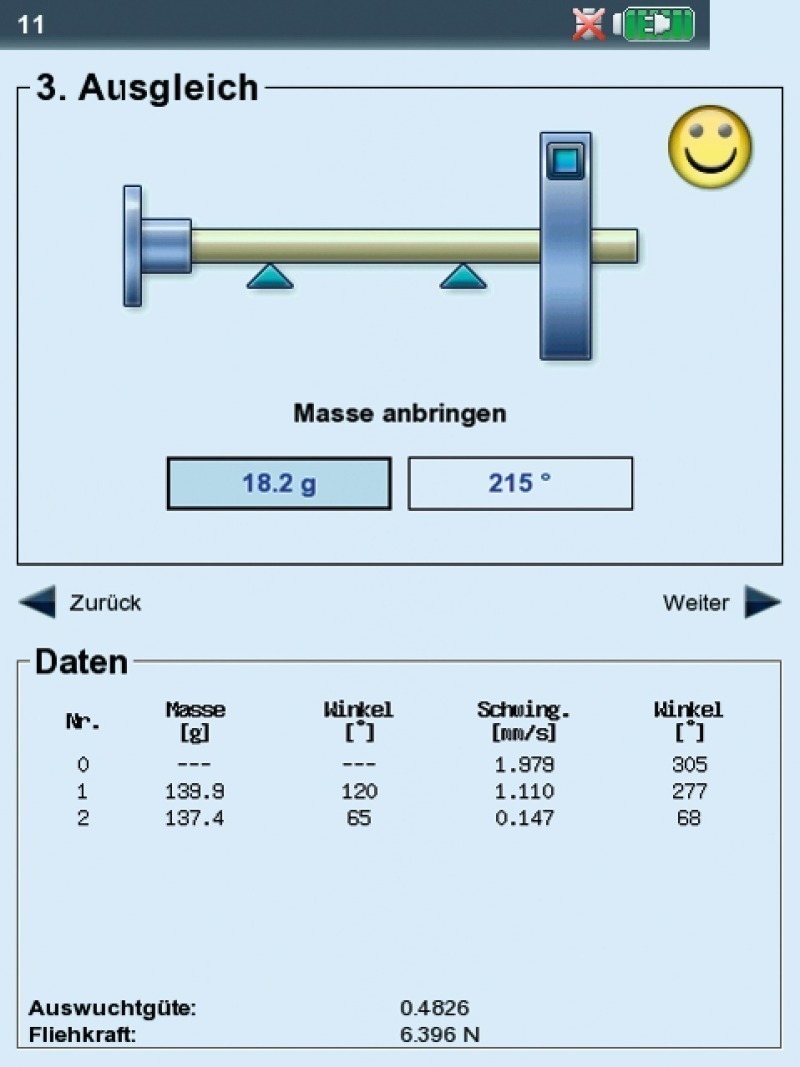
Auswuchten durch Anbringen einer Ausgleichsmasse
Nach erfolgtem Urunwuchtslauf (Feststellung des Istzustands) wurde mit einer Testmasse am Radius von 500 mm der Auswuchtvorgang mit Vibxpert gestartet und das notwendige Ausgleichsgewicht von 137,5 g für die Winkelposition 65° bestimmt und angebracht (Bilder 6 und 7). Damit verbesserten sich die drehfrequenten Schwingungsanteile bei der gewählten Auswuchtdrehzahl von 1,979 auf 0,147 mm/s und die Restunwucht von ca. 140 auf 18 g/kg. Der so verbesserte Ventilator erfüllt damit die Kriterien der Gütestufe 2,5. Das Bild 8 zeigt die Summenschwingungswerte im kompletten Drehzahlbereich vor und nach dem Auswuchten. Auch der Ventilator 1 wurde entsprechend analysiert und ausgewuchtet (Bild 9). Nach diesen Maßnahmen konnten die Maschinen in einem zulässigen Zustand an den Betreiber übergeben werden.
Leistungsfähige Überwachungssysteme
Die permanent montierten Überwachungssysteme lieferten allerdings immer noch fehlerhafte Aussagen. An Ventilator 2 waren die angezeigten Werte zu klein und am Ventilator 1 kam es immer noch zu Alarmmeldungen. Auch hier sollten Prüfungen stattfinden und Mängel im Überwachungssystem behoben werden.
Die Ursache für die zu kleinen Anzeigewerte war schnell gefunden. Es handelte sich dabei um einen systematischen Fehler in der ursprünglichen Auslegung des Systems. Die vorhandenen Überwachungssysteme waren ausgelegt für Ventilatoren mit Drehzahlen größer 600 Umdrehungen pro Minute mit einem festen Bandpassfilter, der alle Schwingungskomponenten kleiner 10 Hz (entsprechend 600 Schwingungen/min) unterdrückt. Damit ist eine korrekte Messung der Schwingungen (vor allem der drehfrequenten Komponenten) erst ab 600 Umdrehungen und darüber möglich. Eine Beurteilung des Zustands bei niedrigen Drehzahlen ist damit ausgeschlossen. Somit müssten die Ventilatoren immer mit viel Aufwand – gegebenenfalls auch mit unzulässig großen Unwuchten – auf die maximale Drehzahl hochgefahren werden, bevor eine Beurteilung des Schwingungsverhaltens erfolgen kann.
Besser geeignet für solche Betriebsbedingungen sind Systeme, die bereits ab 2 Hz (wie auch mit Vibxpert bei der Beurteilung eingesetzt) richtige Summenwerte abliefern. Die im Tunnel Fellbach eingebauten Systeme waren nicht für diese Betriebsweise geeignet oder umrüstbar. Hinzu kam, dass die Alarmmeldungen am Ventilator 1 auf einen technischen Defekt in der Messkette zurückgeführt werden konnten, wodurch zur Wiederherstellung der Systemeigenschaften ohnehin ein Gerätetausch notwendig gewesen wäre.
In Zusammenarbeit mit dem Betreiber und dem zuständigen Planungsbüro wurde daraufhin ein modernes und leistungsfähiges System der Prüftechnik Condition Monitoring GmbH mit einem Frequenzbereich von 2 bis 1.000 Hz beschafft und ordnungsgemäß installiert. Nun sind alle Voraussetzungen für einen ordnungsgemäßen Betrieb der Anlage und zur einfachen wiederkehrenden Prüfung der Schwingungen mithilfe der neuen Vibrex-Überwachungssysteme und Visualisierung in der Leitwarte gegeben (Bild 10).


