Palomino Project: First Double Shield TBM in the Dominican Republic





13.5 km – this is the length of the intake tunnel for the new Palomino hydro-electric plant in the Dominican Republic. “Anacaona”, the technically complex S-494 Double Shield TBM from Herrenknecht has tunnelled 12.4 km. Job site logistics tailored to this specific project allowed considerable advances to be made all the time. The project record is 1,091.65 m of tunnel in 1 month.
1 Island Pioneers
The “Anacaona” Double Shield TBM (4.5 m diameter) (Fig. 1) started its work where Columbus’ first great voyage of discovery ended in 1492. On the Caribbean island of Hispaniola, which is today shared by Haiti and the Dominican Republic. Columbus’ flagship, the Santa Maria, got stuck on a sandbank just off the island after a voyage lasting many weeks. The story has it that the conquering ship was then sawn into pieces, and the Spanish conquerors used the planks to build their first houses on the island.
Today, more than 600 years after Columbus’ arrival, the island celebrates premieres of a different kind, because in 2008 the construction company Construtora Norberto Odebrecht S.A. was the first to order a technically highly complex Double Shield TBM from Herrenknecht for the Dominican Republic. The TBM S-494 weighs 615 t and is 252 m long, and the site team christened it “Anacaona” after a queen of the native Taino people who inhabited Hispaniola in Columbus’ day. Back then, “Anacaona” resisted the Spanish conquerors; she has remained in the collective memory of the island’s inhabitants to this day.
After all, “Anacaona” enabled Odebrecht to complete a pioneering project: The construction of the island’s first tunnel with segmental lining (external diameter: 4.36 m, internal diameter 3.96 m), in this case with formwork equipment from Herrenknecht Formwork. In the future, water from the Rio Yaque del Sur and Blanco rivers will be channeled through this duct to power the turbines of the new Palomino hydro-electric plant in the south-west of the island country.
2 Palomino Project
In 2009, the government of the Dominican Republic commissioned the Brazilian construction company Odebrecht to construct Palomino. It thus forged ahead with a global objective: The expansion of regenerative energies to provide an environmentally friendly supply. In future, Palomino will generate 80 MW of green electricity and feed it into the local grid. This amount would make the import of 400,000 barrels (63 million liters) of oil superfluous. The island republic’s aim is to reduce its dependency on fossil fuels (Table 1).
Palomino required a underground duct from the reservoir south of the highest mountain in the Caribbean, Pico Duarte, to the generator hall near the village of Bohechio. It runs through the mighty Cordillera Central chain of mountains (Fig. 2). The plan was to bore 11.3 km of the tunnel with an external diameter of 4.36 m by machine, the remaining 2.2 km were to be tunnelled conventionally. After 12 months of good excavation performance, the Palomino jobsite management decided to excavate 1.2 km of the conventional section using the tunnel boring machine. The tunnelling was to be done in one go: No intermediate access shafts for revisions were planned.
3 Geological Challenges
Many people are unaware that the Caribbean holiday destination has an imposing range of mountains far away from the island’s beaches. The Cordillera Central is 250 km long and thus the most dominant of the 5 mountain ranges which cross the island of Hispaniola from south-east to north-west (Fig. 2). This region is also called the “Dominican Alps” - the Herrenknecht staff from Schwanau felt it reminded them more of the landscape in the Black Forest.
• Ventura Formation:
Marl, sandstone and limestone
• Tireo Formation:
Andesite, Basalt and granodiorite.
The geological survey showed that the intake tunnel for Palomino would run through 2 very different geological layers: The Ventura and the Tireo formations. The first type of ground, the 6,590 m long Ventura formation, consists mainly of soft and loose rock stacked on top of each other, which is why fault zones had to be assumed here. During the tunnelling, the tunnel ceiling could have caved in on “Anacaona”, material could have entered the cutterhead and blocked it. At overburdens of up to 525 m this layer also presented a further risk: Enormous pressure on the machine and the excavated tunnel.
The engineers expected completely different conditions in the second type of ground, the Tireo formation. The rock is so hard here that originally it was planned to change the disc cutters of the cutterhead every 500 m3 of excavated rock. This meant a total of 196 stops over this distance of 5,845 m. Additionally, there was the possibility in general that the tunnel route could traverse groundwater-bearing layers. This geological and hydrological prediction for Palomino led the engineers to expect correspondingly high demands would be placed on the mechanized tunnelling.
4 Double Shield TBM for the Palomino Project
In February 2008 Odebrecht commissioned Herrenknecht AG to supply a Double Shield TBM. The wealth of experience and know-how of both companies led to the project-specific design and manufacture of the Double Shield “Anacaona” (Table 2).
“Anacaona” was equipped with a thrust force of 19,792 kN in order to prevent it getting stuck. The Herrenknecht design engineers calculated a required minimum thrust force commensurate with the maximum load on the excavation tools (discs) in the cutterhead and the expected friction between shield, soil and trailing force for the backup (rolling friction of the running gear and upwards travel).
Double shields have performed very well in diverse projects all over the world and bored tunnels quickly, safely and successfully in a wide range of rock layers. They are the most reliable solution if the geologists predict conditions like those in Palomino - heterogeneous ground conditions including larger fault zones. Double shields are then a safe bet, they have 2 tunnelling modes: Double shield and single shield mode.
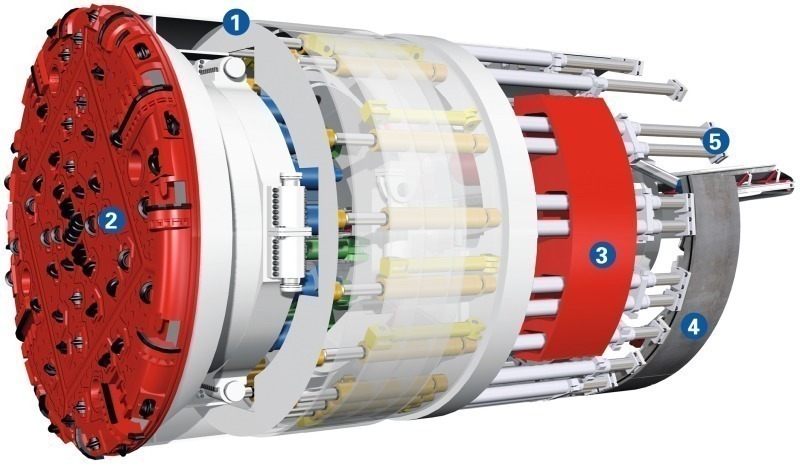
Double Shield TBM (Fig. 3): The front part of the machine is made up of the front shield (1) and the cutterhead (2). Many TBMs can only continue to bore after a complete ring of segments has been put into position. “Anacaona” can do both things at the same time. As it burrows its way through the ground, the machine operator extends cylinders which press the gripper shoes (3) laterally against the bored tunnel wall. They divert the reaction forces which occur during the drilling - angular momentum and longitudinal forces – into the rock. This separation of the distribution of forces allows ”Anacoana” to multitask. While it drills at the front, it can position a ring of segments (4) in the protection of the rear shield region independently of the tunnelling. Double shields are cut out for boring long tunnels in hard rock. If the rock is not stable enough to extend the gripper shoes which push against the rock, the machine can change to single shield mode. On completion of a thrust stroke, the gripper shoes are retracted and the rear section of the machine is pushed against the front shield by the auxiliary thrust cylinders (5).
The important characteristics and advantages of a double shield TBM include:
• Simultaneous tunnelling and ring building
• Two tunnelling modes: Double shield and single shield mode
• Flexible adaptation to the type of ground
• Separation of the distribution of forces from angular momentum and longitudinal forces
• Tight curve radii possible.
Incidentally, the record holder among these powerful machines is the Herrenknecht S-373 double shield for the Cabrera project. For a railroad tunnel between Valencia and Madrid in 2008, it drilled 1,688 m into the rock and set 1,055 segment rings in only 1 month – and thus reaching an all-time high in tunnelling with double shields. Can such a record be repeated for the pioneering project in the Caribbean construction ground? Not every mountain permits such speeds.
In February 2009 after the factory acceptance at the Herrenknecht plant in Schwanau (Southern Germany) work began on packing the S-494 into containers and shipping it in order to assemble it at its construction site in the Dominican Republic. Prior to this, the government of the Dominican Republic and the construction company had prepared the local infrastructure so well that even the drive – the largest single-piece component on the freight list with a weight of 67,000 kg and dimensions of 3 x 5 x 4 m - could easily be transported by truck from the port at La Haina to the remote construction site.
On August 17, 2009 “Anacaona” started to crush the rock of the Ventura layer with its disc cutters and cut lumps as big as a saucer from the rock (Fig. 4).
5 Site Facilities and Logistics
The experienced tunnel constructor Odebrecht not only purchased the TBM, but also ordered extensive equipment and services from Herrenknecht and its corporate specialists in 2008. This full-range concept made it possible to already optimize technical interfaces in advance. The overriding objectives are continuous high performance and optimized processes in the complete tunnel production process.
Individual components of the concept for the Palomino project were:
• A temporary segment production plant from Herrenknecht Formwork Technology GmbH
• Guidance system from VMT Gesellschaft für Vermessungstechnologie mbH
• Site service from UTS Underground Technology Services GmbH
• Rail-based transport system from MSD Maschinen- und Stahlbau Dresden.
In May 2009, 28 staff members from Underground Technology Services GmbH (UTS) accompanied “Anacaona” to the island on behalf of Odebrecht. The staff from UTS organized and coordinated teams of experts for the construction site: TBM supervisors and drivers, mechanics, electricians and other tunnelling experts. Odebrecht employed a further 200 workers for the construction of Palomino´s TBM tunnel, who were assigned to 3 shifts, working 24/24h 7 days a week. Every day 120 workers entered the tunnel and came out again, not only to support the TBM operation and maintenance, but also all tunnelling related processes, as cleaning the tunnel, checking and fixing the rails, primary and secondary as well as consolidation grouting, repairing segments and topographic checking. The TBM´s navigation and guidance system was directly operated by Odebrecht surveyors, after having received trainings on site by VMT´s specialists. VMT also ensured continuous support for data analysis and hardware/software troubleshooting. If Columbus had had this navigation support at the time, his Santa Maria would probably not have been stranded on a sandbank.
Buckets on the cutterhead transported the Palomino rock excavated by the disk cutters behind “Anacaona’s” cutterhead and onto a belt conveyor. From there it was loaded onto wagons of the trains from Maschinen- und Stahlbau Dresden (MSD). The transport and logistics specialist designed the trains for Palomino to be dual purpose. Half of the wagons on a train removed the spoil of 2 boring strokes. The other half transported 8 segments for the construction of 2 new rings. These so-called double-stroke trains made it possible to save a lot of time.
6 Segment Design and Manufacture
In order for the segment lining to be able to withstand the difficult geological conditions and high rock loads, Odebrecht specified tolerances of the order of a tenth of a millimeter. The engineers at Herrenknecht Formwork used 3D modelling to develop special formworks for Palomino. This allowed the data to be easily exchanged between Odebrecht, Herrenknecht Formwork and the supplier of the reinforcements.
The segment design for a tunnel comprises the ring division, i.e. how many segments comprise a ring, the shape of the segments (universal, hexagonal or trapezoidal) and their thickness and length (Table 3). The segment ring for Palomino comprised four 1.3 m long segments in the form of trapezoids (Fig. 5).
Herrenknecht Formwork received Odebrecht’s order to design and supply the equipment for manufacturing the concrete segments in July 2008. The Formwork staff sent precision moulds and handling devices to the island some months before the tunnelling began. Workers from Odebrecht built a temporary segment production plant with storage and its own quarry near the jobsite. The crusher used there crushed 100 t of rock per hour; this provided the fine gravel for the cavities between the segments and rock, and also for the mobile segment production plant. Local workers were recruited and intensively trained in the various stages of segment production.
This vanguard was necessary so that the concrete for the segments could cure for 4 weeks and reach its specified strength. For Palomino the workers produced segments for 3 months in advance. This meant around 8,300 segments (2,075 rings) were already in the Caribbean store before the tunnelling even started (Fig. 6). 87 days earlier than planned the workers removed the mould from segment no. 37,907 – the last segment for Palomino was finished. In total, 35,490 m³ of concrete were processed for the segments. By comparison: Around 2,000 kg of gravel and sand are used for 1 m³.
On average “Anacaona” set 23.5 rings per day for Palomino. It required a mere 10 to 15 minutes to build a ring. If one strings 9,549 of these rings together to form a chain, one achieves the full length of the Palomino tunnel.
7 “Anacaona” covers a lot of ground
The advantage of the double shield TBM “Anacaona” was put in a nutshell by Herrenknecht engineer Marco Della Casa when he said: “It can really cover a lot of ground.” And it has been proving just this since construction began in August 2009. The workers reported that the TBM had quickly been given the nickname “Ferrari” on the site. With its 1,400 kW of drive power, around 1,900 h.p., “Anacaona‘s” cutterhead drilled through the rock day after day. This corresponds to the power of 3 Formula 1 racers, after all.
“Anacaona” far exceeded the agreed 22 m of advance per day: The average daily achievement was 30.59 m. On their best days the TBM drivers even managed to advance by more than 50 m. If the rock is too unstable to use the gripper system, the machine can react to this by changing to single shield mode. The telescopic front shield is retracted. The machine operator then drives the complete machine forward using the auxiliary advancing rams which push against the most recently set segment ring. “In Palomino we had to switch on the shield thrust around 10 times in order to safely tunnel through fault zones,” explains TBM engineer Della Casa, but almost the complete length of the supply tunnel - 99.9 % – could be tunnelled continuously in double shield mode. That came very close to the record values set by the TBM S-373 Double Shield from Spain (Table 4).
Instead of the 122 disc cutters planned for the Ventura layer “Anacaona” used only 4. Even in the very hard Tireo section the engineers only replaced 137 disc cutters. This was 59 fewer than planned. The section boundary of the tunnel was even moved back more than 1 km - from 11.2 to 12.4 km - because the government wanted to exploit the very good run of this machine.
On March 23, 2011, after only 19 months in the tunnel “Anacaona” succeeded in breaking through almost 5 months ahead of schedule, considering the 1.2 km extension of the tunnel (Fig. 7).
8 Conclusion and Outlook
There was a steep learning curve on the Palomino construction site: With the Double Shield TBM S-494 the tunnel builders of the Brazilian construction company Odebrecht achieved advances of more than 150 m per week after only a few weeks. The island’s first Double Shield TBM has been able to tunnel 99.9 % of the total drive length continuously, i.e. tunnel and set rings at the same time. “Anacaona” operated particularly effectively as soon as the rock was very stable.
In addition to the TBM, the corporate specialists from Herrenknecht supplied a temporary segment production plant, guidance and transport systems and organized tunnelling specialists. These logistics, which were tailored to each other to perfection, and the reliable collaboration between Odebrecht and Herrenknecht made the successful drive through Caribbean rock possible. The early conclusion of the tunnelling work means there is nothing to prevent the Palomino hydro-electric plant being commissioned at the end of 2012.





