Remote Disc Cutter Monitoring in Tunnelling



The wireless TBM analysis goes underground now. How it is used on site and how the remote disc cutter monitoring of Robbins works is shown in this article.
Monitoring TBM cutter wear without accessing the cutting face was once something discussed as a future goal in tunneling. This advancement is now near reality with a new remote cutter monitoring system for hard rock TBMs, developed Robbins. The system, now in full-scale testing, allows the TBM operator to monitor vibration data, cutter rpm, and cutter temperature - all in a wireless format that can be transmitted above ground if necessary.
Developing the System
The demand and desire to increase the life of disc cutters in difficult ground were the main factors that drove engineers to begin research and development of the remote cutter monitoring system, first tested on 20-inch diameter cutters at the Niagara Tunnel Project in 2009.
Past attempts at a cutter monitoring system within the industry have involved strain gages placed inside the shafts of cutters, so that deflections can be measured and equated to a force acting on the cutter. Wireless transmitters have been installed on cutters, which could only be powered while the cutter was turning. With this system, when no signal was detected from the device, it could be inferred that the cutter was not rotating.
Using these methods, most of the cutter information became available only after the machine had finished its boring stroke and the cutter inspection crew entered the cutterhead to check the cutters. Therefore, no immediate prevention of undesirable cutter conditions was possible while the machine was boring. When damaged cutters were found, the inspection crew could only speculate on when the damage occurred - not only in reference to the time it occurred, but also at what point in the cutterhead rotation the damage happened.
When designing the prototype system for the 14.4 m diameter TBM at the Niagara Tunnel Project, Robbins researchers knew they needed a system that could withstand difficult and fractured ground. They also knew it would not be feasible to run electrical wiring from the cutters to a data system. After several rounds of preliminary designs and development of prototypes, a wireless system was developed. Packages consisted of measurement devices, a power source, and a wireless transmitter within a protective case that could be installed inside each cutter housing.
What it Measures
Each setup monitors key parameters for the cutter environment. The system measures the raw data for each parameter, and can alert the TBM operator if any values are exceeded with an alarm.
Rotational data, obtained from the cutter RPM, provides an indication of how smoothly the cutters are performing. Rotational data can be used to detect both the condition of the cutter and also the condition of the rock face. A constant cutter RPM indicates that the cutter bearings and seals are functioning properly, and also indicates that the rock being bored is competent and without major variations. A variable RPM provides a warning to the operator of possible undesirable situations, including a locked-up cutter, improper machine thrust, or blocky ground.
Measuring the temperature of a cutter can provide indications of anomalous operating conditions. If a cutter becomes blocked by fines and is not rotating, it will show a rapid increase in temperature. The effectiveness of water spray or chemical spray systems intended to cool the cutters can also be tested by measuring cutter temperature in real-time.
Vibration data, the third parameter, gives some idea of the load that a cutter is under. Changes in the amount of cutter vibration could indicate a change in the geology, a blocky face, or a possible problem with the cutter, among many other things. With proper filtering, detailed analysis of cutter vibration can reveal such conditions as an overloaded bearing, mounting system problems, or damaged disc rings.
The Setup while Boring
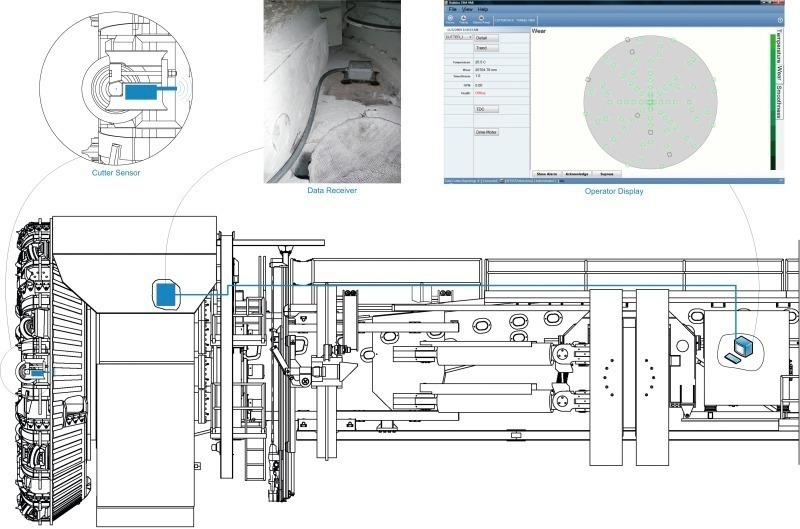
Engineers created a system utilizing an electronic sensor that mounts onto each cutter wedge bolt. Measurement devices on the current generation of sensors include accelerometers, rotational sensors, and temperature sensors.
A data receiver is mounted in a protective housing and installed inside the cutterhead. The receiver detects and processes the transmissions emitted from each cutter sensor. The data receiver contains a processor that is programmed with the same information as the cutter sensors and so is able to detect and process the signal from each cutter sensor. The receiver then takes the received data and transmits it to the operator’s display computer either over wire or wirelessly.
The operator’s display allows the operator to identify the cutter operational parameters of interest and displays it in several formats. A chart with a column for each cutter displays the raw data for all cutters at once, while a graphical image of the cutterhead, with cutter locations noted, flags cutters operating outside a pre-established safety range. A touch screen is used for the display, allowing the operator to touch the cutter that is flagging for an anomalous condition and read the data values causing the alarms directly.
Complete Wireless System
Using wireless operator’s cab systems and routers for laptop access, cutter data can be combined with other types of TBM data and analyzed from anywhere on the TBM. The design offers an added benefit due to the system integration and Ethernet connection - all data can be transmitted to the surface via fiber optic cables for viewing. Ultimately, this means that, if necessary, expert engineering help could be patched in to assist with troubleshooting directly. These types of operator’s cabs are becoming standard on all new Robbins machines, and are in use on multiple machines in Malaysia and China.
Benefits of Remote Cutter Monitoring in Detail
Engineers and TBM operators alike recognize many benefits to installing sensors on disc cutters. The ultimate goal of an instrumentation system is for the machine operator to obtain a true picture of how the cutters are operating in real-time, and to understand how changes in machine operation affect the cutters.
Identifying Problems before Failure
One of the clearest benefits of cutter monitoring is the early identification of potential pitfalls. If an anomalous condition is detected on a cutter, the operator is notified of the condition immediately so that proper action can be taken before the anomaly leads to a failure. Some of the anomalies that may arise include a non-turning or intermittently turning cutter, high vibration shocks, and high temperatures.
A non-rolling cutter can indicate a problem with the cutter bearings - a serious development that would need to be addressed immediately. A cutter turning only intermittently could not only be due to a bearing problem, but could also indicate that there are voids in the face of the rock where the cutter is not contacting any rock. When a void is present, there are fewer cutters to take the machine thrust load. Therefore, if the machine is operating at the maximum specified thrust rating and voids are present, the cutters in contact with the face are exceeding their design load limits and bearing damage is possible.
High vibration shocks are another condition that may be indicative of mixed face or blocky conditions, as well as debris in the invert of the tunnel. A shock occurs that is registered by the sensors every time the cutter comes back into contact with rock blocks after travelling in a void.
High temperatures are an anomaly that may indicate a problem with a single cutter. If severe enough, the machine can be stopped and the cutter inspected before failure occurs. If all cutters show a temperature approximately equal and not elevated, then no problems are indicated.
Improving Cutter Life
TBMs are very solidly supported in the tunnel while boring, so it can be difficult to judge the efficacy of the rock fracturing process on machine reactions alone. Observations of the rock chips being formed can help indicate how well the cutters are performing, but they do not provide the complete picture.
TBMs usually have enough power installed that the cutterhead will turn no matter how efficiently the rock chipping is performed - non-rotating cutters will not cause enough drag force on the cutterhead rotation to stop the cutterhead. By receiving real-time information about the cutting environment, the machine operator can be alerted to any anomalous situations and adjust both the cutterhead rpm and machine thrust accordingly, achieving the ideal operational setup.
Minimizing Cutter Inspections
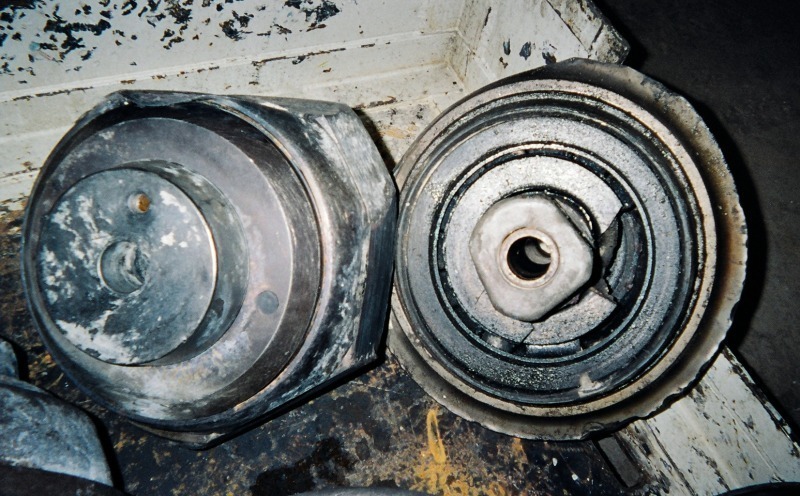
Disc ring wear is the most common reason for replacing cutters. Maintenance crews spend a portion of each shift in the cutterhead or in front of the machine measuring the wear on each cutter. Cutter inspections are usually a daily occurrence while boring, with each cutter’s disc wear measured and recorded.
When real-time cutter rotational speed data is available, the diameter of the cutter’s disc ring can be calculated - a great benefit in planning or reducing inspections. Fewer cutter inspections means the machine has more available time to bore.
Preventing Wipe Outs
When one cutter gets blocked and stops rotating, it leads to a higher load on adjacent cutters, with a possibility of a cascading failure (also known as a “wipe out”) of all the cutters in the worst cases. Wipe outs are costly, both because of the damaged cutter components and because of the time needed to replace all of the failed cutters. Severe wipe outs can also cause damage to the cutterhead, and possibly require extensive cutterhead repairs. By utilizing real-time rotational data, an operator can take immediate action when a cutter stops rotating, thereby preventing or minimizing the cascading failure.
Rigorous Testing in Malaysia and Canada
Five cutters made up initial tests at Canada’s Niagara Tunnel Project, with 4 devices ultimately providing a good spectrum of data measurement across the cutterhead. These 4 devices produced 19 hours of continuous data on cutter RPM, temperature, and vibration. Engineers analyzed the measurements, particularly, the rpm data, which remained consistent at all cutter positions, then adjusted the system accordingly.
Full-scale testing is now underway at Malaysia’s Pahang Selangor Raw Water Tunnel, where three 5.2 m diameter Robbins Main Beam TBMs are excavating granite rock. Multiple cutters were fitted with sensors beginning in 2010, with initial results again showing consistent RPM for the various cutter positions. Engineers determined from the results that the instrument housings would need to be slightly narrower to keep fine dust material from lodging in the channel area of each cutter housing. The designs have been refined and were being installed on all 3 machines as of October 2011.
Forward Progress
Ultimately, cutter sensors will become a standard for hard rock tunnels, particularly at longer distances. The systems could also be streamlined and customized with only some measured variables to fit a contractor’s needs.
What remains for the instrumentation system is to develop corollaries between filtered data and the physical phenomena this data represents, then to fully integrate that data with the operation of the machines. These observed trends will advance tunnel boring machines one step closer to an automated method of excavation.
While the technology is promising, there are some limitations to the current setup - the system is now only available for 19-inch cutter diameters, which is the most commonly recommended cutter size for difficult rock conditions. However, the system could be adapted for 17-inch and 20-inch sizes in the near future. The system would not be practical for smaller cutter sizes, where the monitor box would not fit inside the cutter housing, or for very short tunnels, where significant cutter wear would not be expected.
In addition, geology plays an important role. Softer rock has a higher need for cutter monitoring, as the ground tends to be more abrasive and more prone to mixed conditions that can wear unevenly on cutters. The systems could eventually be adapted to carbide-insert roller cutters, but would face signal transmission problems in soft ground. Since the system uses radio waves, the signal could be lost in the fluidized muck or interrupted by the pressure bulkhead. Any monitoring system for soft ground would need to utilize an entirely different type of signal.