Diameter Change – USA’s Largest Hard Rock TBM Undergoes Planned In-Tunnel Conversion
 Credit/Quelle: Robbins
Credit/Quelle: Robbins
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
 Credit/Quelle: Southland Holdings
Credit/Quelle: Southland Holdings
The largest hard rock TBM ever to bore in the USA, an 11.6 m diameter Robbins Main Beam TBM, had a big task ahead. The unique machine was designed to undergo a planned diameter change mid-way through its bore of the Mill Creek Drainage Relief Tunnel. The final machine size? A more compact 9.9 meters.
The drainage relief tunnel in Dallas, Texas, USA is an important project, as the tunnel will provide 100-year flood protection for east and southeast areas of the city--locations affected in recent years by severe storms. The tunnel will protect 2,200 commercial and residential properties, including Baylor Medical Center. The current drainage system in these areas was constructed 50 to 70 years ago, and only provides two to five years of flood protection.
The dual-diameter aspect of the Robbins TBM is a first-of-its-kind conversion process, in that the process is taking place underground about 2.8 km into the bore, completely within the confines of the bore. “Much of the difficulty of this conversion process is that with each step, a lot of it has never been done before, at least in this manner. So we are carefully looking at each step as we approach it, from a safety standpoint, as well as a constructability and logistics standpoint. These are substantial pieces to handle with limited space and limited equipment. Clearly, the overall goal is to make the process as safe and efficient as possible,” said Nick Jencopale, Project Manager for Southland Contracting, part of the project’s contractor Joint Venture SMJV (Southland/Mole).
The two machine diameters are needed as the upstream section of the tunnel is designed with a circular cross section and peak flow rate of 424 m3/sec, while the downstream 2.8 km portion has a higher peak flow of 565 m3/sec and was initially designed as a horseshoe cross section. Utilization of a TBM for the entire tunnel has been proven to be a more efficient construction method in regards to duration and cost.
Launch of the Dual-Diameter TBM in April 2020
The specialized Robbins TBM, named “Big Tex” with permission of the State Fair of Texas, was designed with an adaptable cutterhead including removable spacers and adjustable bucket lips to convert to a smaller diameter. Similarly, the cutterhead support and gripper shoes included removable skins for the diameter change later on.
In December 2019, the machine and conveyor system were unveiled above ground prior to assembly below ground. “We had the shaft and starter tunnel excavation completed at the time of the ceremony – it’s a 14 m diameter, 37 m deep shaft. When assembly on the surface commenced, we began excavation of the 12 m horseshoe starter tunnel. The TBM is 70 m long, and the starter tunnel is 76 m long.Once the machine was fully assembled and tested on surface, we disassembled and sent it down the shaft utilizing a 650 U.S. ton crane in order to avoid complete disassembly. We sent the cutterhead support, forward and rear main beam sections, and cutterhead down the shaft and re-assembled. Utilizing a jacking system embedded into the concrete invert, the team was able to move the full TBM assembly forward. We then proceeded to install the remaining gantries until the machine was to the face of the starter tunnel,” said Jencopale. The TBM was launched on April 24, 2020.
Excavation Challenges
One year later, The TBM is currently more than 2,800 m into tunnel excavation through Austin Chalk between 12 to 30 MPa UCS at depths from 31 to 46 m below the city. “It’s a relatively good material to excavate by TBM. We have encountered some fault zones but nothing too concerning thus far. Experience shows that the formation is good for tunneling as it is a softer rock and not abrasive. Our best 24 hours in terms of advance rates has been 40 to 43 m, but we expect to exceed this in the smaller bore,” said Jencopale. Crews are installing wire mesh and rock bolts as part of the initial ground support.
The route is potentially gassy, so probe drilling is mandatory throughout the project. Crews are utilizing ground support including eight 4.2 m long rock bolts every 1.5 m with wire mesh, and channel straps as needed. The finished tunnel will be lined with a 380 mm thick cast-in-place concrete lining.
While the excavation thus far is going well, challenges are both ongoing and upcoming. “We’ve had minor cutter wear, but our biggest challenge is trying to keep the material super dry – one drop of water and it will be extremely sticky. We can keep it dry, but this creates a lot of dust. We are constantly making adjustments to our ventilation system as the dust is really problematic,” said Robbins Field Service Site Manager Evan Brinkerhoff.
Diameter Conversion Process
The size conversion of the TBM is perhaps the biggest event that Jencopale and his team have carefully planned for. In January 2021, when the TBM reached the 2.8 km mark, the detailed process began.
“The first step was to ensure access to the cutterhead,” explained Jencopale. “It is to our knowledge that diameter changes have been completed before, but only at a shaft location or pre-excavated portal, where access is available to transport these large, heavy TBM pieces.”
The diameter conversion was originally planned to take place 30 to 45 m beyond the Lateral Tunnel A connection, a small tunnel along the alignment—part of a total of five drop shafts and lateral tunnels built along the tunnel. “We worked with the city and design engineer to establish the location of the diameter change to simplify the overall conversion process while not affecting the hydraulics design of the completed tunnel. We excavated the Lateral Tunnel A with a small amount of over-excavation to ensure we could get out in front of the cutterhead[KM1] .” Lateral Tunnel A is a 6 m diameter, 90 m long, horseshoe tunnel built using excavators and hydraulic hammers. The lateral tunnel connects with Drop Shaft A, at 52 m deep and 6 m in diameter. The arrangement allowed personnel and equipment to access and begin the conversion process through the lateral tunnel, and remove pieces through the shaft and up to the surface.
One big challenge faced was the ground conditions encountered at the conversion location. The limestone formation was very blocky and weathered in this area. SMJV had to quickly adapt due to the adverse ground conditions to accommodate the conversion process. Once the TBM reached the designated conversion location, tunnel excavation was stopped in order to commence the conversion process. “Due to the ground conditions, the first step was to pin the large diameter roof shield to the crown. This was not originally anticipated based on the previous ground conditions. We worked with engineers to alter the designed ground support, and utilize the pinned roof shield to provide the ground support and adequate personnel protection in order to back-up the TBM. Crews continued to install the initial support in the areas that the roof shield did not provide necessary cover, in order to provide personnel full safety. Once everything was fully supported, we were able to back up the TBM,” said Jencopale.
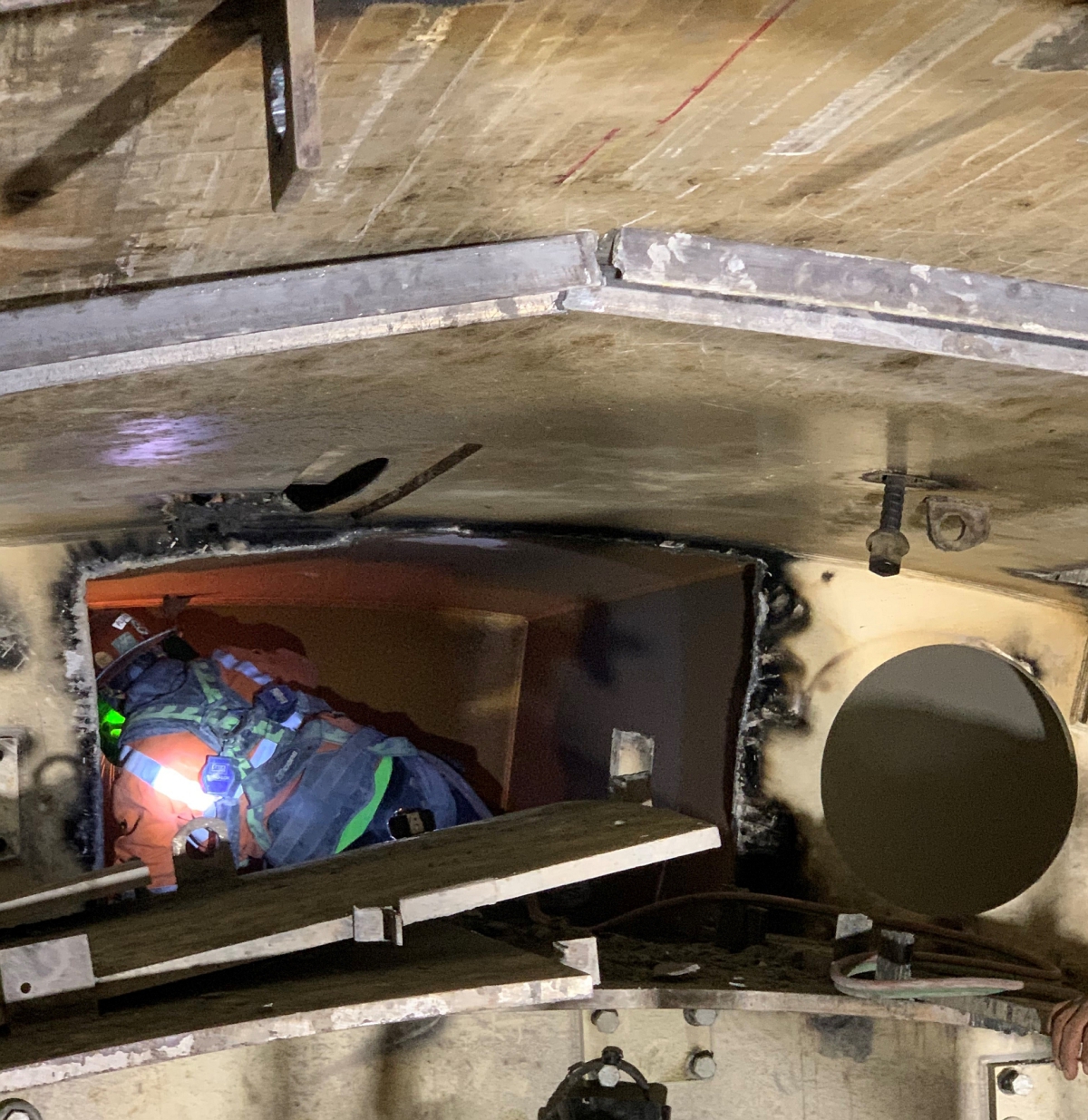
“We pulled the cutterhead back about 1.5 to 1.8 m, broke through from the lateral tunnel previously excavated, and had full access to the cutterhead.” The team of personnel then had to work with the unique machine design--originally assembled with skins all the way around to support diameter conversion. The cutterhead support pieces had a 75 cm skin, as did the gripper shoes. A larger diameter roof shield was installed in the top 120 degrees of the tunnel, while the cutterhead itself was assembled with spacer segments to make up the difference between the two diameters. “With each piece that had to be removed, we had to specifically identify how we would handle and move these substantial pieces.”
The next steps were to disassemble the cutterhead pieces. The cutterhead consists of the main square, four spacer segments, and four quadrant pieces. These quadrant cutterhead segments were individually removed, and placed on a skid plate to be pulled through the lateral tunnel to the drop shaft. The segments were then hauled to a fabrication shop. At the shop, the pieces were assembled using a template for the smaller diameter, and smaller Robbins-designed bucket lips were installed. “Robbins and SMJV personnel regularly checked on the cutterhead pieces to make sure everything matched up with the drawings. Upon completion of the cutterhead segment reconfiguration at the fabrication shop, the pieces were transported back to the project and new cutter discs were installed. The large cutterhead segments were transported to the TBM by rail, and we used a hydraulic jacking system to line up and bolt them into place,” said Jencopale.
After removal of the spacer segments and filler pieces from the cutterhead, work to remove the skins could also begin. Due to lack of space, the skins had to be cut into sizes that could be managed and handled by personnel before being removed from the tunnel.
The smaller diameter bore is concentric on the large diameter bore, so this also required some unique work at the transition point. While cutterhead pieces were at the fabrication shop, crews used jacks to jack up all four back-up gantries, and installed 75 cm high spacers so the gantries would be elevated to match the new tunnel elevation. Once the gantries were modified, crews installed the smaller diameter roof shield. The new roof shield consisted of rolled steel plate originally supplied by Robbins, and temporarily stored on the TBM during the excavation of the larger bore.
“Once the cutterhead was re-assembled, back-up gantries modified, smaller diameter roof shield was completed, and other necessary modifications made, we slowly started excavation forward. We were able to get the cutterhead buried into the smaller diameter tunnel by about 1.2 to 1.5 m, which allowed us to start the final removal of the cutterhead support skins. We were able to essentially ‘walk off those skins’ and leave those pieces in place, pinned to the tunnel walls while we continue mining. The same process was necessary for the gripper skins. Currently, the grippers are inside the small diameter bore. We will leave the skins in place in the larger bore, and once the TBM has fully advanced through the area we will be able to remove those skins from the tunnel wall safely. For right now, we will be pinning those to the tunnel,” explained Jencopale.
After boring another 6 to 9 m, crews will then make adjustments to the rear support legs and the cross conveyor. With each gantry, as it passes into the smaller diameter bore, crews will need to remove the spacers. Once the TBM is 90 to 120 m into its new tunnel, a carrying booster will then be added to the project’s Robbins-provided continuous conveyor system.
Originally, there were plans to move the conveyor system to a new location with a different access shaft. “We did replace the vertical belt, but decided to keep the overall conveyor system in place for the duration of the tunnel excavation. The decision was made based on the fact that with the larger diameter, we handled a significant amount of tunnel spoils, and never found ourselves muck-bound. During the larger diameter excavation, we were able to work through the issues originally encountered with the vertical conveyor. At this point, we collectively did not see a reason to modify a good thing.”
Project Completion Scheduled for 2024
The entire conversion process has taken 3–4 months, with some delays that are within the project duration. Jencopale and the SMJV team are anticipating a project completion date of 2024. Ground conditions are expected to be very similar in the remaining 5180 m of tunnel. “Robbins Field Service has been great to work with,” said Jencopale. “The Robbins specialist on site has provided the expertise to identify potential issues that we might encounter with the TBM, and ways to modify our plans to make things easier.”





