Wet Shotcrete Performance – Laboratory Test Methods and influencing Factors in Practice


![11 Early strength development before and after sprayed cement optimisation [CEM I 52.5 (sb)], produced at 15 °C fresh concrete temperature and with 5.5 % accelerator](https://www.tunnel-online.info/imgs/100836273_a6c7987620.jpg)
![12 Early strength and temperature development of the optimised sprayed cement [CEM I 52.5 (sb)], produced at 15 °C fresh concrete temperature and stored at 10 and 20 °C](https://www.tunnel-online.info/imgs/100836250_4daaa44ec2.jpg)
The application of shotcrete is something inextricably linked with tunnelling. In this report innovative methods for investigating the performance of wet shotcrete as well as the effect of cement and concrete technological influences as well as those governed by the environment are presented. It will be shown that the shotcrete performance can be influenced by the applied non-alkaline accelerator through targeted modification of the cement.
Shotcrete is a high-performance product, which is placed through spraying at high speed and compacted by the impact: By adding shotcrete accelerator (accelerator) at the nozzle the shotcrete sets immediately following impact. Following up on this initial setting a rapid early strength development for the concrete is required in tunnelling [1–4].
Shotcrete is placed either by the dry or wet spraying method. The application of wet shotcrete is advisable if high delivery rates are required so that consequently wet shotcrete has established itself in tunnelling [1–4]. The cement content usually amounts to between 360 and 420 kg/m³.
Acceleration of the wet shotcrete nowadays takes place in many countries via non-alkaline accelerators which provide major advantages in the field of industrial health and safety. Usually these are based on an aluminium hydroxide-aluminium hydroxosulphate mix. The European shotcrete norm DIN EN 14487 [1] defines “non-alkaline accelerators” as accelerators with a Na2O equivalent of > 1 % (Fig. 1).
Findings in practice have revealed that the efficacy of these accelerators varies when different cements are applied. In order to optimise the interaction between cement and setting accelerators as far as possible the interrelationships between cement parameters, environmental parameters and accelerator efficacy were investigated at HeidelbergCement. Towards this end it was first of all essential to devise a simple lab test method: the newly developed HeidelbergCement pull-off test facilitates the examination of the spontaneous solidification behaviour of the cement paste immediately after accelerator is added and in turn the identification of relevant technical parameters on a laboratory scale. Combined with mineralogical investigations the accelerator effect on the early hydration was examined more intensively.
The further strength behaviour following on from spontaneous solidification should be examined as far as possible using a genuine system. Towards this end a lab spraying stand was set up at HeidelbergCe-ment. In addition a number of major tests were carried out in order to verify the results obtained in the lab.
Requirements on the Cement-Accelerator System and Possibilities for Testing
Non-alkaline accelerators are added to the shotcrete at the spraying nozzle. The accelerator takes over two tasks: accelerating solidification and increasing the early strength.
Practical findings so far obtained with non-alkaline accelerators have shown that the efficacy of various non-alkaline accelerators varies with different cements. The fact that different cements require different dosages of accelerator inevitably leads to the question which criteria decide on the efficacy of the cement-accelerator combination i.e. as to which chemical-physical parameters the necessary dosage of accelerator depends.
A corresponding lab test method must be straightforward and reproducible and reflect practical conditions as far as possible. On-site the concrete is pumped hydraulically and sprayed on to the wall after non-alkaline accelerator has been added. Compressed air agitates the flow of concrete at the nozzle and sprays the concrete on to the application area at high speed. This leads to the concrete mixing homogeneously with the accelerator. The period between the addition of the accelerator and the accelerated concrete hitting the wall only amounts to fractions of a second. The concrete solidifies immediately after impacting the wall so that layers can be built up using the spraying method. A lab method by means of which the solidification acceleration can be assessed must reproducibly simulate the technical processes of this spraying phase in a simple manner, ideally using paste samples. This means that directly after the addition of the accelerator a very short and intensive homogenisation process has to take place after which the system has to come to rest immediately.
The pronounced loss of consistency by the concrete, mortar or paste after the addition of non-alkaline accelerators that occurs represents a problem in lab tests. As a result a number of established lab test methods applied in conjunction with non-alkaline accelerators are difficult to manage as it is practically impossible to transfer the sample e.g. into the Vicat ring after mixing.
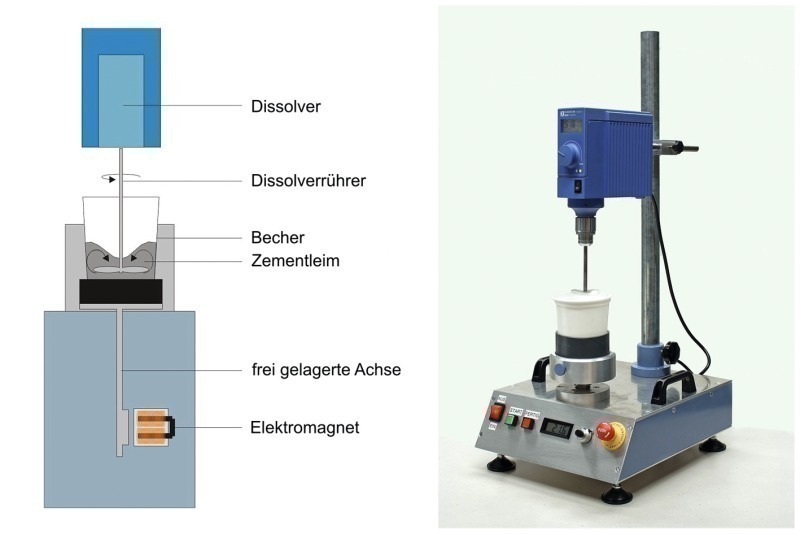
For the systematic investigation of the solidification behaviour and a meaningful assessment of the efficacy of the cement-accelerator system, the HeidelbergCement AG consequently developed a lab test method [2] by means of which the significant general conditions prevailing on-site can be simulated simply and repetitively (Fig. 2).
In order to comply with the demands of the excavation the following strength development is also required in addition to the spontaneous solidification behaviour of the wet shotcrete. For classifying the performance of the wet shotcrete the early strength classes J1, J2 and J3 [1, 3] are applied. These provide sectors for the compressive strength depending on the age after the addition of accelerator.
According to [3] the following apply: shotcrete of the early strength class J1 is suitable for application in thin layers on a dry subsurface without any special static requirements and possesses the advantage of little dust development and rebound. Shotcrete should correspond to early strength class J2 if it is to be applied at a high rate in thick layers also overhead if a small amount of water is present should the young shotcrete still be influenced by subsequent work phases that follow up immediately such as drilling anchor holes, installing planks or vibrations resulting from blasting or if rapidly occurring effects from rock pressure, earth pressure or ensuing loads have to be accounted for. J3 should only be used if extremely high early strength is essential, should for example pronounced ingressing water prevails, there are static requirements or a rapidly advancing drive on account of the enhanced dust development and increased rebound.
The early strength development of a shotcrete can only be tested on itself. As a result a spraying stand for the production of wet shotcrete on a lab scale was set up at Heidel-bergCement.
Pull-off Test [2]
The measurement unit that was devised facilitates the assessment of the solidification behaviour of a cement-accelerator combination on a paste sample. For this purpose the paste sample was produced in the Hobart mixer with a defined consistency. Subsequently a defined quantity of this is filled into a beaker, which is attached to the vertically positioned axis of the measurement unit with the aid of a holder. A predetermined electromagnetic force secures the axis. The paste is first of all homogenised for 1 min at 600 rpm. Then the non-alkaline accelerator is sprayed into the treated paste. The high stirring rate assures rapid homogeneous mixing of the accelerator and the cement paste and simulates the processes during spraying under practical conditions. Once the added amount of accelerator suffices for adequate solidification of the cement paste the axis releases itself from the holding magnet as a result of the shearing forces acting on it from the beaker and the unit automatically switches off the dissolver. The required pull-off force was calibrated for sufficient solidification via various site combinations.
The method is on the one hand suitable for identifying an accelerator appropriate for a certain cement – in this case the consistency of the cement paste can be adjusted via the paste’s water content – and on the other hand for comparing different cements with one or various accelerators – in this case the water-cement value of the cement paste has to be kept constant and the consistency adjusted by means of plasticisers.
The method possesses a sensitivity in the region of 0.5 M.-% of accelerator (Fig. 2).
Laboratory Spraying Stand
A lab spraying stand was set up for testing the early strength development of wet shotcrete. Towards this end the following general conditions had to be lent consideration:
■ Processing of concretes that were as genuine as possible (especially maximum grain)
■ uniform concrete and accelerator delivery to the spraying nozzle
■ controlled surrounding conditions.
This problem complex was solved by using a Putzmeister spiral pump for delivering the concrete. In order to avoid the concrete heating up as a result of friction from the pump’s rotor, the spiral jacket is cooled with water. With the aid of a membrane pump the non-alkaline accelerator is pressed into the concrete air hose 2 m from the concrete nozzle. The compressed air agitates the concrete behind the nozzle and mixes the accelerator and concrete thoroughly just like on site.
As spiral pumps require a higher fine material content of the concrete than large-scale piston pumps, the concrete compositions that are common in practice cannot be taken over 1:1 in the lab. Nonetheless the 8 mm maximum grain that is customary in practice can be processed with the spiral pump providing that the ultrafines content of the concrete composition is selected high enough. As a result the first sprayable concrete (M 1) used in the lab possessed a cement content of 450 kg/m³ and a limestone powder content of 150 kg/m³. Due to the originally selected extremely low water-cement value of w/c = 0.45 a relatively high plasticiser content (FM) was necessary.
As shotcretes used on site normally possess cement contents of 360 to 400 kg/m³ and the water-cement value generally lies between 0.48 and 0.50, the water-cement value was raised to w/c = 0.50 for the M2 mix. In addition the cement content could be reduced to 400 kg/m³ (M3, M4) by substituting coal fly ash for the limestone powder while offsetting the fly ash with the water content at the same time.
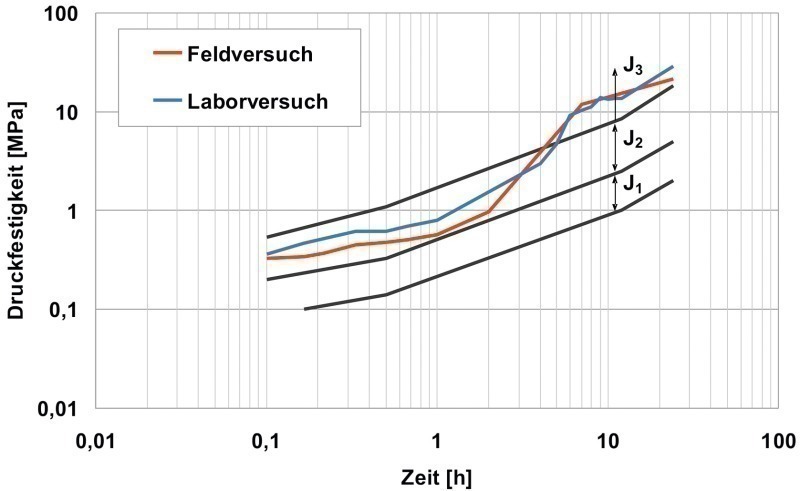
Whereas concrete composition M1 is merely suitable for targeted sprayed cement development – as Figs. 3 + 4 show – the results, which are attained with all other concrete compositions (M2 to M4), are highly comparable with findings in practice .
Practical tests in tunnels have revealed that the hardening behaviour of shotcrete largely depends on the storage temperature. The lower the storage temperatures are, the later hydration of the cement occurs and the slower is the hardening speed. Shotcretes, which possess outstanding strength development given high surrounding temperatures, can thus display an insufficient strength development given low surrounding temperatures.
In order to ensure that a shotcrete cement also possesses the necessary strength development at low temperatures, two shotcrete forms were produced, one of which was stored 24 h at 10 °C and the other 24 h at 20 °C (Fig. 5). The strength development up to 24 h of both forms was tested using the methods normally applied on-site (concrete penetrometer and Hilti bolt setting method [3]). At the same time the temperature course is documented using a data logger.
Factors influencing the Wet Shotcrete Performance
In practical application there are a large number of factors influencing wet shotcrete’s performance. The concrete is exposed to concrete technological parameters as well as environmental conditions during application. Basic concrete technological factors having an influence are for instance the cement content and the water-cement value of the available mix as well as the fresh concrete temperature with which the mix is processed. In addition the shotcrete is exposed to the surrounding temperatures existing in the tunnel during the strength development process. These can – depending on the rock overburden and the length of tunnel – be most varied.
Especially low temperatures, which could negatively influence the strength development, prevail in the tunnel section particularly if a tunnel is started in winter. Just how these factors influence the early strength development of the shotcrete was investigated in various tests.
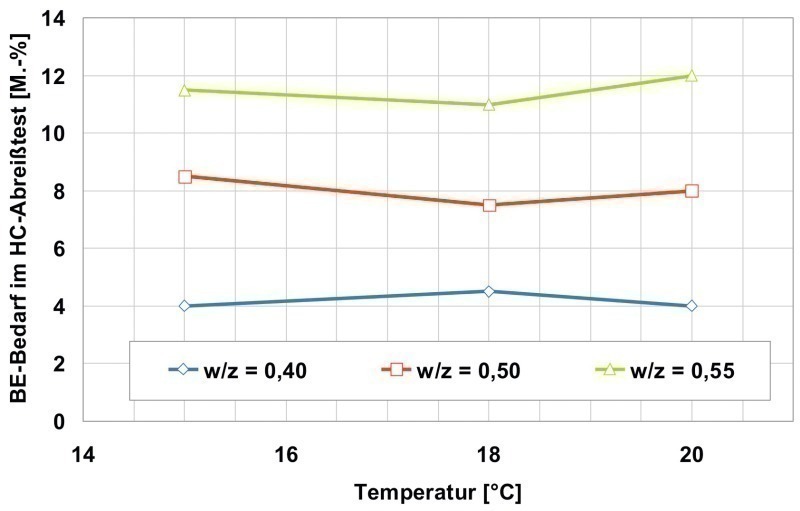
Fresh concrete temperature: the influence of the temperature on the spontaneous setting of cement paste samples with paste temperatures of 15, 18 and 20 °C was ascertained given different water-cement values using the pull-off test. In this connection no systematic dependence of the spontaneous setting of the paste tem-perature could be established (Fig. 6). For example an accelerator requirement of 4, 4.5 and 4 % was determined for the sample w/c = 0.40 at 15, 18 and 20 °C.
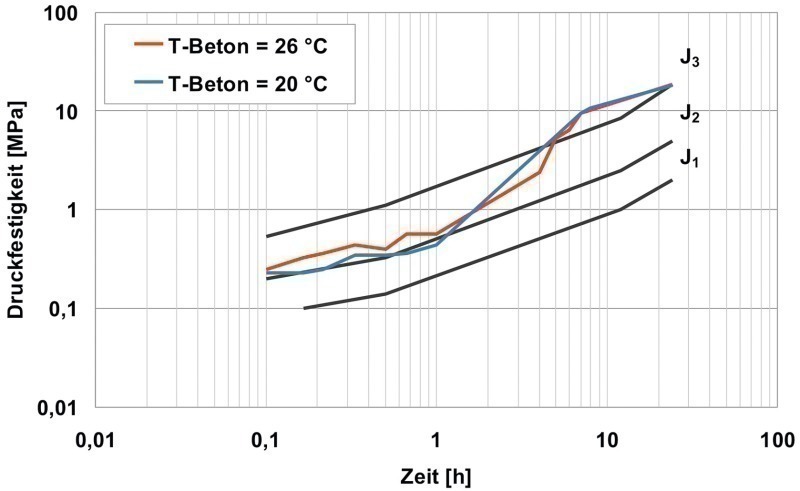
Fig. 7 comparatively shows the strength development of a concrete (c = 360 kg/m³, f = 50 kg/m³; (w/c)eq = 0.51, accelerator: 6 %) on-site. The fresh concrete temperature amounted to 20 and 26 °C respectively. The two concretes possessed an absolutely comparable strength after 6 min. The further strength development was slightly higher in the case of the hotter concrete sample during the first hour. Independent of this result it should be observed during the production of the ready mix that this is supplied with a fresh concrete temperature of at least 18 °C.
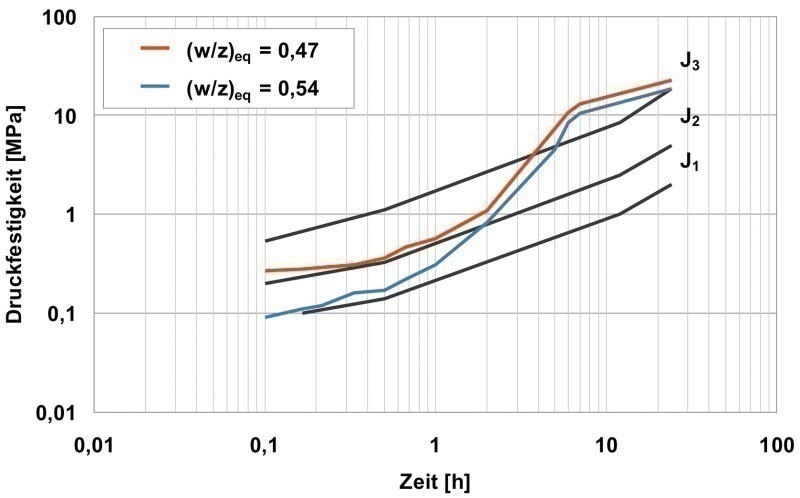
Water-cement value: the influence of the water-cement value on spontaneous setting lucidly displays the results obtained during the pull-off test (Fig. 6): the accelerator requirement of a cement paste doubles or even trebles if the water-cement value of the paste is raised from 0.40 to 0.50 or 0.55. The early strength development measured in field tests confirms this result: high water-cement values lead to poorer spontaneous solidification than for concretes with lower water-cement values (Fig. 8).
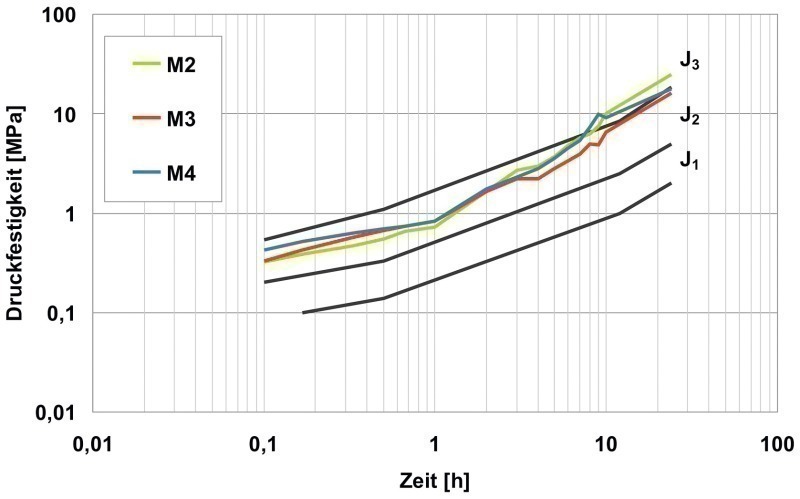
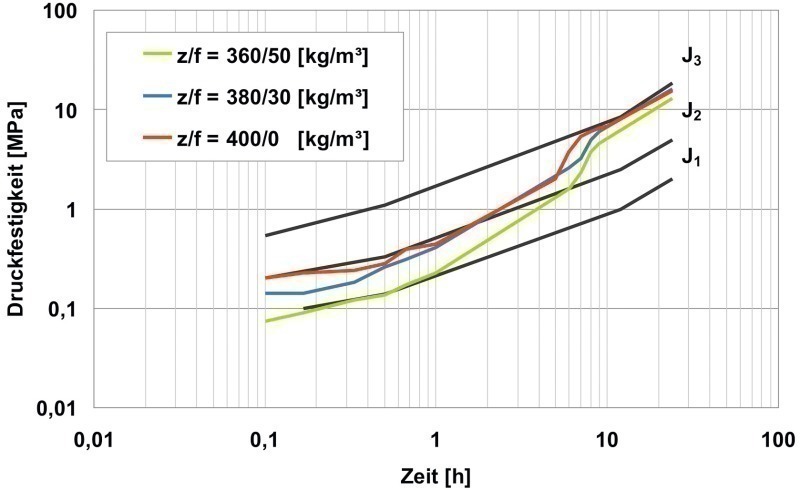
Cement content: Fig. 9 displays the early strength development of three concrete compositions normally used in practice with varying cement contents. A cement-accelerator composition that had not been optimised was used. The three concretes possessed a constant equivalent water-cement value of 0.47, however different overall water contents when taking the fly ash into account. The concrete with c = 400 kg/m³ contained roughly 10 l/m³ more water than the concrete with 360 kg/m³ of cement, the one with 380 kg/m³ of cement lay in between. Reduced cement contents exert a particularly negative effect on spontaneous solidification. Furthermore the early strength of the concrete with c/f = 360/50 lay below that of the other two concretes up to an age of roughly 7 h.
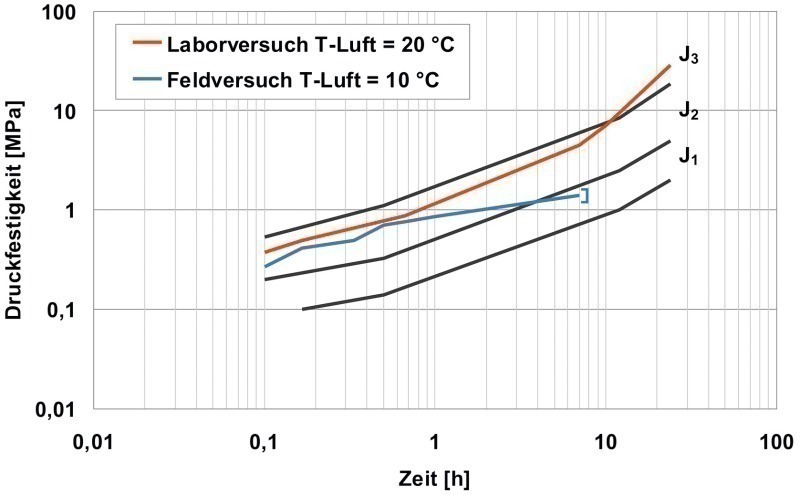
Surrounding temperature: the surrounding or storage temperature must not be neglected for the early strength development. In winter the temperatures can often lie below 10 °C. Fig. 10 compares the strength development of a shotcrete in the lab test with that, which was determined in the tunnel. In the field test the concrete recipe contained approx. 50 kg/m3 more cement and the w/c-ratio was slightly higher. The cement was deliberately modified in such a way that it possesses an optimal setting behaviour given an accelerator dosage of 6 M.-% related to the cement. The established setting behaviour and the strength development on the lab and in practice within the first hour are comparable with one another. However although in the case of the lab concrete, which was stored at 20 °C, cement hydration occurred after roughly 2 h and thus the concrete strength increased continuously, the concrete stored at 10 °C in the tunnel failed to display any substantial increase in strength after 10 h. Measuring the temperature development of the shotcrete stored in the tunnel at 10 °C showed that the concrete temperature increases until some 30 min after spraying. However then the concrete continues to cool down owing to the low surrounding temperature, which in this case leads to a delay in the onset of hydration and in turn to delayed strength development of the concrete. Consequently for system optimisation, the further strength development must not be disregarded given low storage temperatures quite apart from optimised spontaneous solidification.
Optimal Wet Sprayed Cement
The findings from the pull-off tests and lab spraying tests were used by HeidelbergCement for developing an optimised cement for application in wet shotcrete. As Fig. 11 shows through accomplishing optimisation of the solidification behaviour of the shotcrete given an accelerator dosage of 5.5 M.-% of cement, it was moved from the J1 to the J2 sector in addition to the early strength development of up to 5 h without negatively influencing the strength development as from 6 h. While optimising the cement the relatively high Na2O equivalent of the cement amounting to 1.1 was not altered.
Apart from the extremely good spontaneous setting of the cement given a low non-alkaline accelerator requirement, it also possesses the potential to attain continuous strength development even given low storage temperatures for the young shotcrete. As the comparison of the temperature development of the comparative sprayed forms stored at 10 and 20 °C (Fig. 12) indicates, hydration of both samples begins at almost the same time.
Summary
The acceleration of solidification and hardening of wet shotcrete nowadays takes place practically only using non-alkaline accelerators thanks to huge advantages they offer in the field of industrial hygiene and safety. The efficacy of these accelerators differs essentially from accelerators containing alkalis and furthermore reveals a pronounced dependence on cement. As shotcrete tests on-site are costly, a test method was devised by Heidelberg-Cement by means of which the accelerator efficacy can be reproduced on the paste and the accelerated strength development directly ascertained with the lab concrete.
Using this method it could be determined that the acceleration effect acts independent of the fresh concrete temperature. On the other hand the need for non-alkaline accelerator increases considerably as the water-cement value grows together with decreasing cement content. Furthermore the investigations revealed that the surrounding temperature can substantially influence the strength development. The cooling down of the shotcrete given winter temperatures can lead to a delay in the occurrence of hydration and in turn to a delayed strength development.
Thanks to the recognitions gained from these extensive laboratory investigations HeidelbergCement developed an optimised sprayed cement. This possesses extremely good spontaneous solidification while requiring a low amount of non-alkaline accelerator. In addition the concrete produced with this cement continuously develops the required strengths even given low outside temperatures. The results obtained in the lab tests could be verified in practice.
Literature
[1] DIN EN 14487: Spritzbeton, 2006-03
[2] Boos, Peter; Wagner, Eckhard; Dienemann, Wolfgang: Shotcrete – New method for testing accelerator efficiency. Fifth International Symposium on - SPRAYED CONCRETE - Modern Use of Wet Mix Sprayed Concrete for Underground Support. Lillehammer, Norway, 22. - 24. April 2008
[3] Österreichischer Betonverein (ÖVBB): Richtlinie Spritzbeton, Ausgabe 7/2004
[4] Verein deutscher Zementwerke – VdZ: Zement-Taschenbuch. Düsseldorf: Verlag Bau + Technik 51. (2008)
[5] Dörrer, H.; Löschnig, P.: Alkalifreie Erstarrungsbeschleuniger – eine neue Generation von Spritzbetonbeschleunigern.
[6] Ludwig, U.; Singh, N. B.: Effect of Temperature and Methyl Cellulose on the Hydratation of Gipsum-Hemyhydrate. – In: Il cemento. – (1979) 1. – S. 39–50




